General information
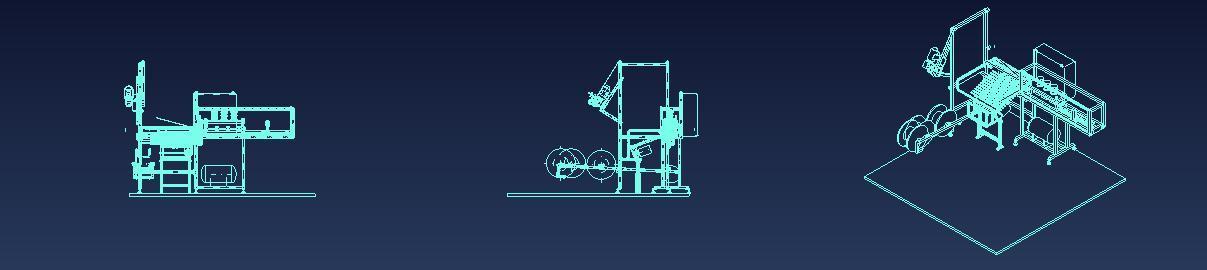
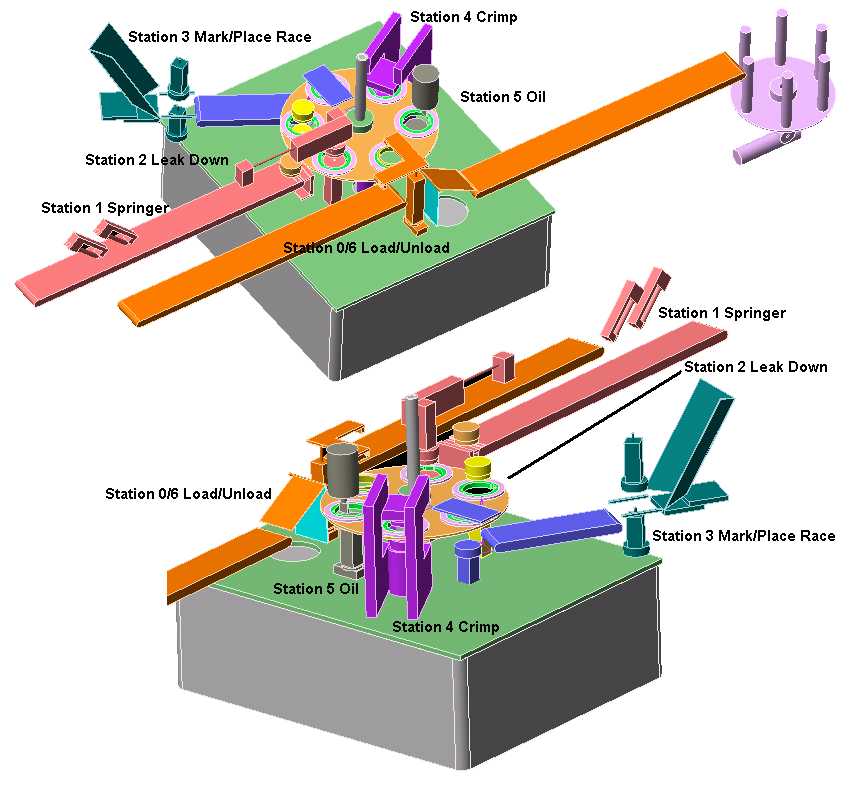
The machine is conceived to be able to assemble a number of different sizes by changing holding fixtures and nests. A block diagram of the general layout of the machine is shown
The machine takes two parts of a seal, each of which is made of rubber and molded on a steel stamping and a spring. One component of the seal is loaded on a conveyor. that feeds station 0/6. Another molded component is stacked into a feed tray at station 3. The spring is dispensed and inserted at station 1. There is a three color operating condition light to signal the conditions of the machine. A six (6) Station rotary indexer carries the seals. The machine is equipped with a re-settable part counter and a non re-settable counter, both of which count seals actually stacked on the finished part indexer. The machine controller keeps track of the number and type of rejects until reset by the operator or setup person. The number and type of reject is available on the operator panel on demand. The operations that are carried out at each station are listed below. All operations and sequences are controlled by a PLC.
Station 0/6: Unload and load:
Transfer finished seal to out-feed conveyor and place first part of seal in indexer.
Insure a safe and complete transfer.
If inspection routines indicate a bad seal, reject it.
Station 1 Springer
Inspect for the presence of a spring. If not present, install a spring. Check again for the presence of a spring. If not present, mark the seal for reject
Station 2 Leak detect
Check non-rejected seals for excessive air pressure loss. Mark for reject if leak test fails.
Station 3 Grease & install inner race
Put marking identification on the second part of the seal, apply a coat of grease, and install the second part of the seal into the first part of the seal if it is no marked for reject.
Station 4 Crimp the inner race
Crimp the second part of the seal to retain it in any non-reject seal assembly
Station 5 Apply oil
Inspect the finished crimp and apply oil / preservative to the crimp area.
Station 6 out-feed conveyor
Convey finished seals out of the cell and count them as they are stacked. When the required number are on a stack, index the stacker.