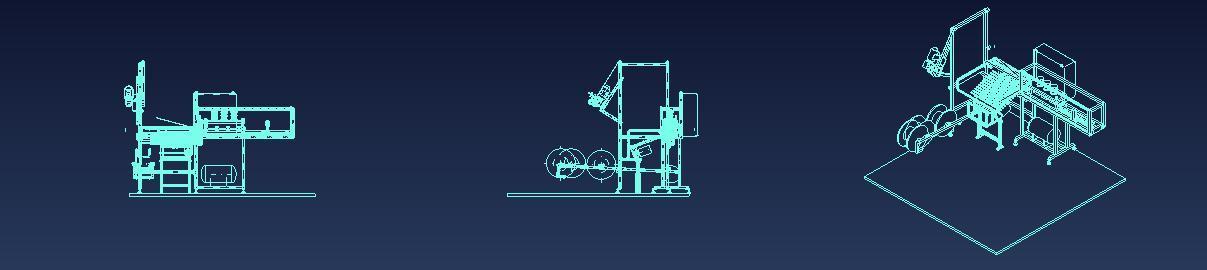
This mold requires two cycles to completely encapsulate a magnet for a magnetically driven centrifugal pump impeller. Before the first shot, a hollow cylindrical magnet is placed on the core shown in Figure 1. During the first shot, plastic is introduced into the mold from the bottom of a cavity on the ejector side of the mold, enclosing that side of the magnet and molding a cage around the magnet by filling the grooves in the core shown Figure 1
in Figure 1. This side of the Ejector side of the mold is not ejected (although the sprue is ejected with the second shot sequence), the part is retained on the ejector side. The Ejector side of the mold is rotated 180 degrees and positioned by a detent. A new magnet is inserted on the core in Figure 1 and the first shot sequence repeats for that magnet while at the same time the second shot sequence takes place for the previously partially encapsulated magnet.
The second shot sequence introduces plastic to the tips of the impeller blades forming the blades and filling the space between the bars of the cage formed in the first shot sequence. In Figure 2 you can see the runner system that carries the plastic to the tips of the impeller. This completes the part and the encapsulation of the magnet. The completed part is ejected and the ejector side is indexed again.
Figure 2
Each cycle forms part of the encapsulation process and forms one complete part with this two-cavity mold.
Figure 2 shows the both sides of the mold with the ejector side partially rotated. The ejector is carried on a ball bearing and in this particular case is manually indexed. The mold indexes with modest pressure from one finger. Cooling water is fed to the ejector side though a hose loop that wraps partially around the round portion of the ejector side of the mold. The inlet hose and return hose wrap in opposite directions, so their weight is balanced.
Switches in the system determine that the ejector side is positioned properly before the machine is allowed to close.
Figure 3